
L’usage du parapluie et de l’ombrelle ne date guère que du début du XVIIIe siècle, époque à laquelle ces deux instruments devinrent courants. Ils étaient fabriqués dans des ateliers modestes qui préparaient les carcasses ; celles-ci étaient ensuite confiées à des commerçants qui montaient à ce moment le parapluie ou le parasol ; ils les recouvraient d’étoffe plus ou moins luxueuse ; la richesse du manche était en rapport avec la fortune du possesseur éventuel de l’objet ; certains manches avaient des poignées artistiquement sculptées, dans des bois d’essence rare, etc.
Il faut signaler l’apparition sous le second Empire d’ombrelles minuscules à manche repliable, ces ombrelles étaient à peine plus grandes que les chapeaux de paille d’Italie qui faisaient fureur à cette époque.
À l’origine, on utilisait pour les montures des fanons de baleines ; mais, vers le milieu du siècle dernier, un industriel de Lyon pensa à les remplacer par des montures métalliques. Cette idée ne réussit pas en France, mais elle fut reprise avec beaucoup de succès en Angleterre, par un nommé Fox.

On remplaça ensuite les manches en bois, longtemps employés, par des manches métalliques en tube ; ce fut le parapluie aiguille, dans lequel la pièce centrale a la forme d’un tube et est obtenue par étirage. Dans ce tube est percée la fente pour le logement des pièces et des ressorts et on y adapte une extrémité qui forme pointe ; quant aux manches ils sont en général préparés dans des ateliers spéciaux, tournés, moulés, sculptés suivant leur nature et l’on utilise à peu près toutes les matières possibles pour leur fabrication : ivoire, corne, bois, galalithe, etc …
Les pièces métalliques gui constituent la monture ont une section en forme d’U. La baleine est devenue trop chère et les montures sont aujourd’hui exclusivement en métal.
Lorsqu’on ne veut pas employer de montures métalliques , on utilise des brins de rotin et pour des parapluies bon marché, on emploie de l’acier rond au lieu d’acier profilé. Toutes ces pièces métalliques, débitées à longueur sont passées aux machines-outils : presses de découpage, de cambrage où se font toutes les opérations qui préparent les extrémités ; de même les ressorts sont obtenus dans des machines complètement automatiques. Les pièces d’articulation sont obtenues par découpage et par cambrage suivant les règles de la fabrication en grande série.
Lorsqu’on dispose de toutes les pièces métalliques, il ne faut pas croire que pour achever la fabrication du parapluie, il ne reste à effectuer qu’un simple montage : il y a encore à exécuter toute une série d’opérations que l’on confie à des mains spécialisées si l’on l’eut assurer une grosse production.

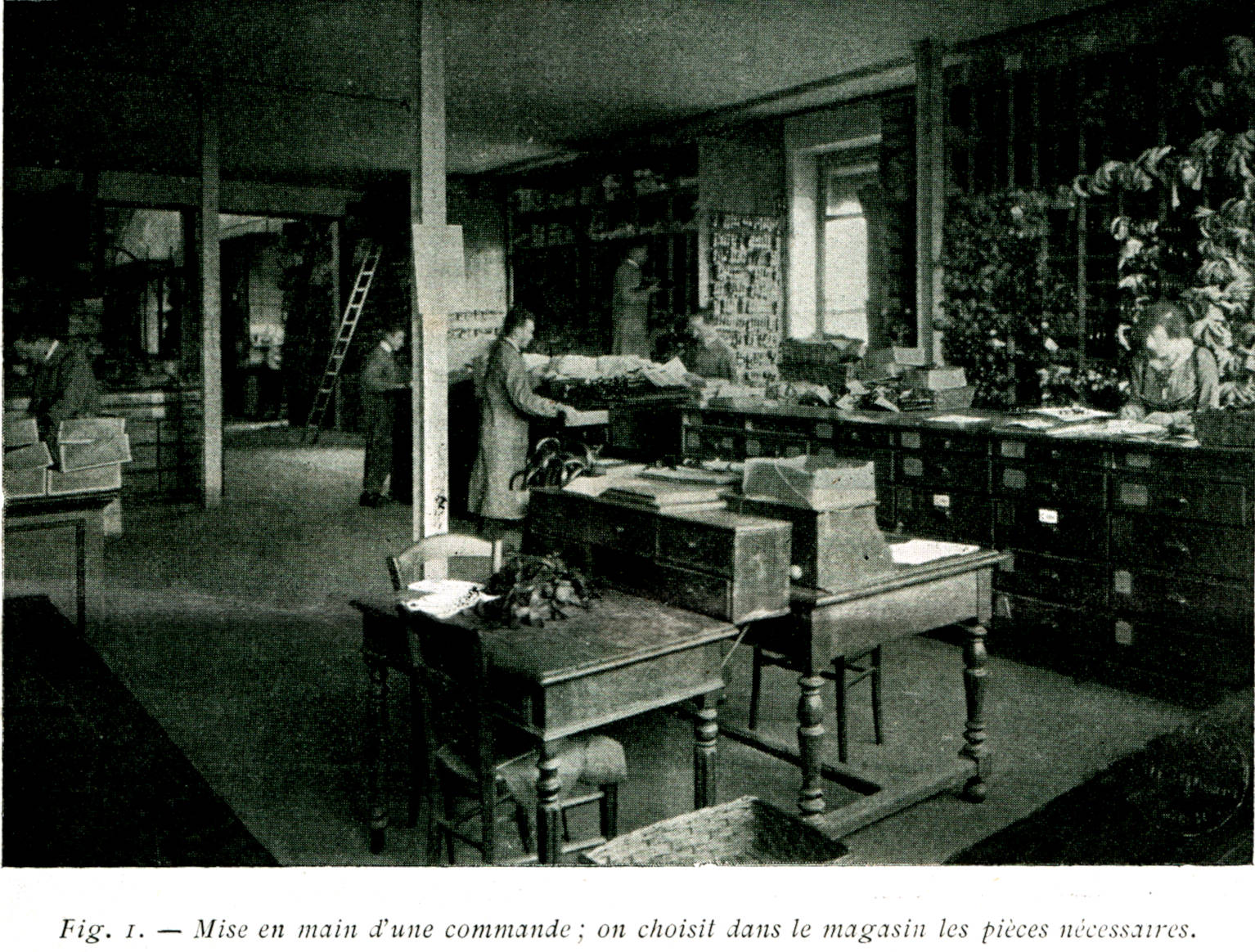
Autrefois, les parapluies étaient équipés arec huit branches, aujourd’hui la mode l’eut que la monture ait 10 et parfois 12 branches. Tout d’abord la mise en mains d’une série de parapluies nécessite le choix de la poignée ou du manche.
Cette poignée est percée d’un trou sur une petite machine sensitive, afin de permettre la mise en place d’un gland ou d’une dragonne. On perce ensuite la poignée en bout de manière à pouvoir ajuster le mât sur la poignée ; pour cela l’extrémité du mât est épaulée et les deux pièces sont réunies par collage.
On fixe ensuite les ressorts, on perce tout d’abord un trou qui limite le logement du ressort ; puis avec une petite fraise, on prépare une mortaise et l’on fait sauter les épaulements au bédane.
Le ressort est enfoncé dans le manche en bois par sa queue pointue et la tête du ressort a son mouvement limité par une goupille. On monte ensuite les pièces métalliques, coulant et noix ; que l’on immobilise et, au moyen d’un clou à tête ronde, qui forme butée, ou empêche le coulant d’aller trop loin d de faire retourner le parapluie ; ce clou est appelé point d’arrêt.
Le coulant et la noix sont préparés mécaniquement à partir de bandes d’acier ou de cuivre découpées en rondelles, étirées, refendues pour laisser passer les extrémités des baleines ; une gorge sert de logement au fil qui relie toutes les branches ou les fourchettes pour les immobiliser sur les pièces,
L’ouvrière qui monte les carcasses réunit les pièces de la monture au coulant et à la noix au moyen de deux fils de fer recuit. La noix est fixée sur le mât au moyen d’une pointe, la monture est alors complètement terminée et l’on ajoute les petits bouts à l’extrémité des branches.
Il ne reste plus qu’à préparer la couverture du parapluie.
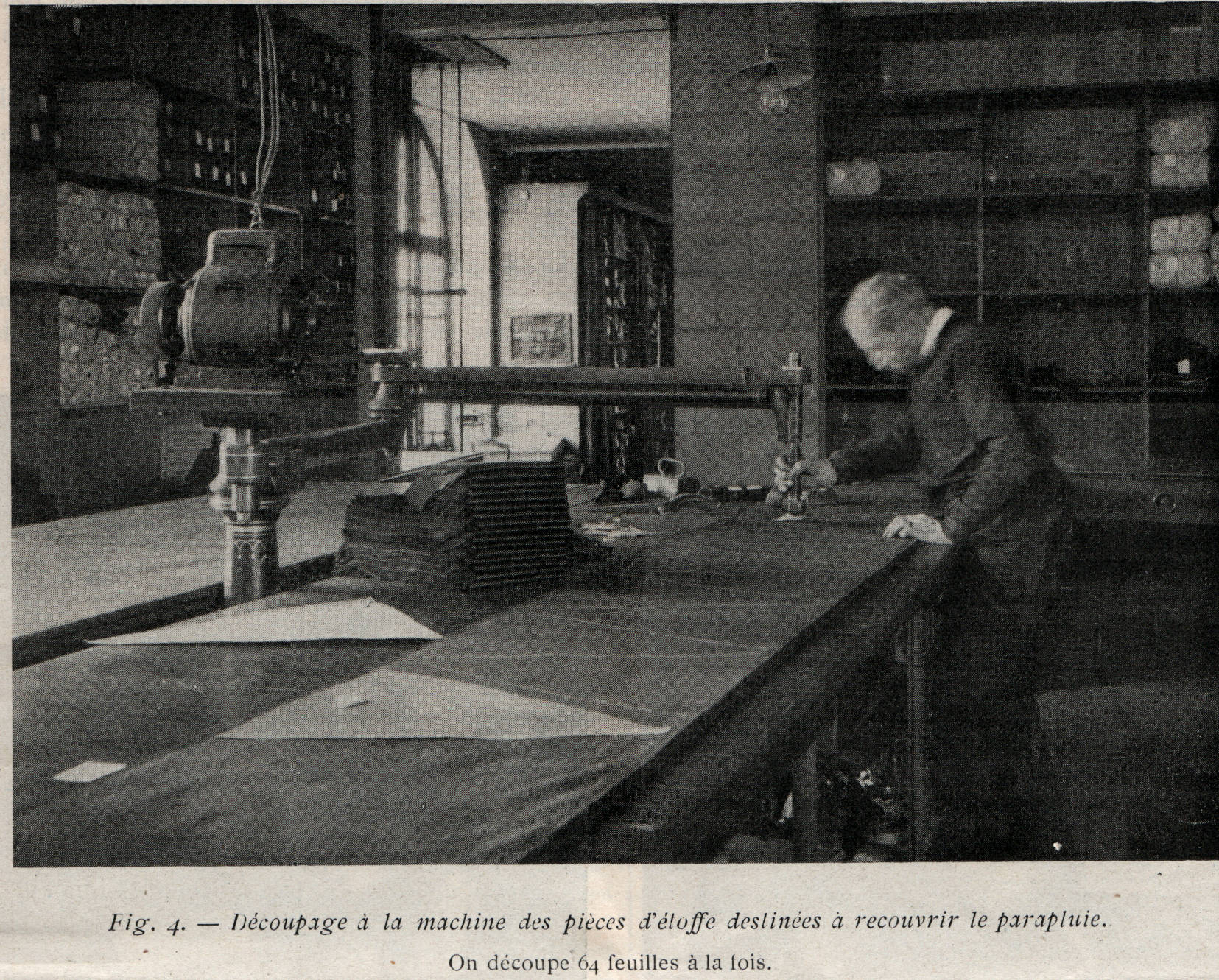
Dans les usines à grande production, les pièces d’étoffe sont découpées mécaniquement. On met l’étoffe en matelas de 32 plis ; le coupeur trace ses points à la craie et coupe ensuite avec une machine à couteau circulaire, qui peut couper 64 épaisseurs, c’est-à-dire 7 à 8 parapluies à la fois.
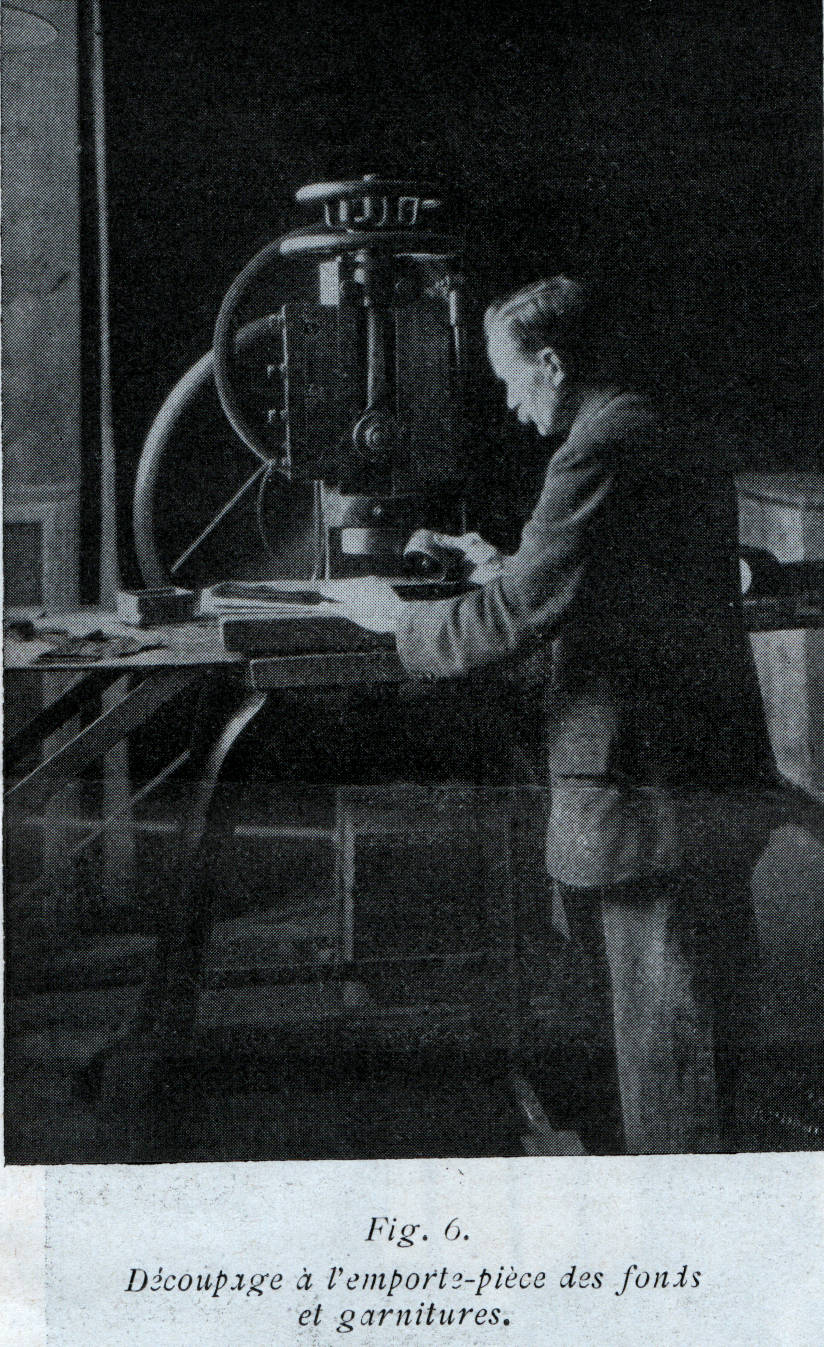
Il faut protéger le tissu par des ronds et des garnitures au contact de la noix et des charnières. Ces ronds et ces garnitures sont découpés à l’emporte-pièce et à la presse.

Comme de nombreux tissus n’ont pas de lisière, il est nécessaire d’ourler dans ce cas les bords du tissu pour l’empêcher de s’effilocher. Cette opération se fait sur des machines mues au moteur et munies d’un dispositif ourleur. Le tissu s’enroule lui-même ; l’ouvrière n’a plus qu’à guider simplement la machine.
C’est également à la machine que les pointes sont assemblées.
On obtient alors la couverture complète que l’on place sur la monture. On fixe tout d’abord les extrémités des branches, puis les branches elles-mêmes sont cousues sur la couverture.
Le parapluie ainsi terminé n’a plus qu’à passer au service de la vérification, puis à l’expédition : auparavant on mettra un coulant, une plaque, un gland où une dragonne, un fourreau lorsqu’on a constaté que la confection est parfaite.
La fabrication des parapluies et des ombrelles est très florissante dans notre pays.
La Suède est le gros fournisseur de l’acier nécessaire à la fabrication de la monture. Autrefois, la silésienne, sorte de tissu très employé pour la couverture, était d’origine allemande ; mais actuellement ; la France fournit presque tout ce qui est nécessaire, sauf l’acier suédois.
Les exportations atteignent un chiffre élevé et les importations, au contraire, sont très faibles. C’est une industrie qui, d’ailleurs, peut encore se développer considérablement en France et occuper sur le marché étranger tine place aussi importante que les autres objets de modes.
Des usines spécialement outillées assurent des productions considérables, C’est ainsi que l’on peut arriver à produire, avec une organisation de travail en série, plus de 2&sbnp ;000 parapluies par jour.
C’est le chiffre obtenu par l’une des plus vieilles maisons françaises, l’usine Léon Lafarge, d’Angers, qui existe depuis 1855 et qui est tenue depuis cette date par la famille du fondateur, Pierre Sarret.
La longueur du tissu employé journellement dans celle fabrique représente environ trois kilomètres et, en une année, elle consomme plus de 900 kilomètres de tissu, soit trois fois la distance de Paris à Angers.
Il faut ajouter que si la fabrication française des parapluies et des ombrelles peut lutter victorieusement contre les produits étrangers, c’est non seulement en raison des moyens modernes utilisés pour assurer de grandes productions, mais aussi à cause de la bonne présentation et de l’élégance des produits fabriqués : ce qui est, dans toutes les branches de l’art et de l’industrie, l’une des principales caractéristiques du goût français.
E. Weiss
