
De tous côtés, en ces temps de grandes préoccupations nationales, on cherche à améliorer l’organisation des activités de notre pays. Et parmi ces efforts de l’heure présente, viennent en première ligne ceux relatifs au travail et à la production des ateliers et des usines. Questions capitales en ce moment où de plus en plus la guerre est une question d’industrie, nécessitant constamment une activité plus intense des usines, la création de nouvelles fabrications, la production toujours plus rapide et plus nombreuse de mille produits différents. Questions capitales de demain, lorsque après la paix militaire il faudra réorganiser l’industrie, préparer la renaissance commerciale, et reprendre la lutte économique qui sera probablement aussi âpre que la guerre d’aujourd’hui.
Parmi les systèmes d’organisation du travail, il n’en est pas dont on parle plus souvent que le système Taylor.
Quel est-il ? Quels services peut-il rendre ? La publication récente d’une étude critique du système [1] nous engage à exposer aujourd’hui cette question aux lecteurs de La Nature.
1. L’homme. — Frédéric Winslow Taylor (fig. 1) naquit en 1856 à German Town. Enfant, il vint en Europe, alla à l’école primaire en France, puis en Allemagne, voyagea beaucoup et de retour en Amérique, entra au collège d’Exeter et s’y prépara à l’Université d’Harvard. On le retrouve ensuite, non à l’Université, mais apprenti dans un atelier de moulage de Philadelphie, puis dans une fabrique de machines. Son apprentissage terminé en 1875, il devient manœuvre dans une autre usine du même genre, puis employé, chef d’équipe, contremaitre , maitre mécanicien, directeur du bureau d’études, et . enfin ingénieur en chef de l’établissement. Entre temps, il a étudié l’affûtage des outils et a inventé sa première machine ; il a parfait son instruction théorique et conquis le diplôme d’ingénieur. En 1890, il devient directeur général d’une grande fabrique de moulins qu’il quitte trois ans plus tard, en conflit avec les propriétaires au sujet de leurs conceptions du problème ouvrier.
Taylor se consacre alors entièrement aux recherches relatives à l’organisation du travail dans les usines ; il étudie, pour diverses industries, les améliorations à apporter au fonctionnement général de ces affaires et il termine sa vie par une propagande de tous les instants en faveur de ses idées. C’est l’époque de ses publications.
Taylor est mort à Philadelphie, le 21 mars 1915, laissant une œuvre écrite intéressante, et plus encore un mouvement d’idées fort actif.
2. L’œuvre.— Comme écrits, Taylor ne laisse qu’un petit nombre de publications parues pour la plupart dans des revues américaines et dont les plus importantes sont certainement The Art of Cutting Metals et Principles of Scientific Management. Ce dernier a été traduit en français [2].
Comme découvertes, le nom de Taylor est associé à trois questions importantes : les aciers à coupe rapide, le travail des métaux, l’organisation scientifique des usines.
Les aciers à coupe rapide sont des aciers conservant leur dureté à chaud et permettant la taille des métaux à grande vitesse. Taylor les rechercha spécialement et trouva que les meilleurs sont composés de carbone (0,7 %) ; tungstène (18 %), chrome (6 %), vanadium (0,5 %) et de fer sans impuretés. Trempés à 1200°, ils supportent des vitesses deux ou trois fois plus grandes que les aciers ordinaires et coupent encore quand leur pointe est au rouge sombre, d’où une forte augmentation du rendement des machines qui les utilisent. Ces aciers furent répandus dans le monde avant que Taylor fît connaître qu’il en était l’auteur, puisqu’on les vit à Paris à l’exposition de 1900 tandis que leur inventeur n’en parla qu’en 1906.
Le travail des métaux fut l’objet pour Taylor de 25 années d’études dans diverses usines. L’ensemble des résultats obtenus est exposé dans The Art of Cutting Metals. Taylor rechercha systématiquement les facteurs qui interviennent dans le travail des métaux par les machines-outils et détermina l’optimum de chacun d’eux, c’est-à-dire les conditions nécessaires pour diminuer le prix de revient de la taille. Ces facteurs sont au nombre d’une douzaine : la vitesse de l’outil la profondeur de coupe, la largeur des copeaux, la composition et la trempe de l’outil, son angle de coupe, son mode d’arrosage, sa fixation, sa flexibilité, la nature du métal travaillé, etc. Toutes ces conditions étant connues, on peut déterminer pour chaque nature de travail le prix de revient minimum obtenu par l’économie de temps, de main-d’œuvre et d’amortissement.
Ces premières découvertes purement techniques sont comme le prélude de l’œuvre la plus importante de Taylor, l’organisation scientifique du travail à laquelle nous consacrerons cet article.
Les principes de cette organisation, rapidement connus sous le nom de système Taylor, sont aujourd’hui appliqués un peu partout. En Amérique Gantt, Barth, Cooke, Dodge, Hathaway ; en Angleterre, Gilbreth, Sanford Thompson ; en France, Le Chatelier ; en Allemagne, Wallichs se sont faits les propagateurs enthousiastes du système. Diverses usines l’ont appliqué, les unes intégralement du jour au lendemain, les autres progressivement, en quelques-unes de ses parties.
Si les premiers essais en France se sont heurtés à l’opposition des ouvriers, par suite du changement trop brusque apporté à leurs habitudes, il n’en faut pas conclure que la réalisation du système Taylor est impossible dans notre pays, mais bien plutôt que, créé par un Américain pour des Américains, il devra probablement s’adapter à nos mœurs et subir de ce fait certaines transformations. Mais sa base est tellement solide qu’il mérite d’être essayé, de bonne volonté, après que patrons et ouvriers auront compris son intérêt et se seront entendus sur son mode d’application.
Cette question d’économie politique n’est pas du domaine de La Nature. Le principe du système est au contraire d’ordre purement scientifique et mérite que nous le fassions connaître à nos lecteurs qu’il intéressera certainement.

3. L’organisation scientifique du travail. — « Le principe essentiel du système Taylor, dit M. Le Chatelier [3], est l’application systématique de la méthode scientifique à l’étude de tous les phénomènes industriels. » Certains détails tels que le chronométrage, l’économie des mouvements, la tenue d’un magasin, la circulation dans l’usine, les salaires, ont surtout frappé quelques vulgarisateurs du système et ont pu faire croire que le système tout entier n’était que cela, En réalité, il est beaucoup plus général puisqu’il vise à la détermination de tous les éléments du travail et par là à l’économie de la production qui doit aboutir à l’augmentation du rendement en même temps qu’à la diminution de l’effort.
Pour cela, il faut, dans une industrie donnée, étudier minutieusement tous les facteurs : qualité et rendement des outils, rapidité de travail, simplification des manipulations et suppression des mouvements inutiles, encouragement des ouvriers par des salaires à primes, fixation précise des tâches nécessaires, sélection des ouvriers, organisation intérieure de l’usine et extérieure de la vente, etc.
C’est l’ensemble de toutes les règles ainsi établies qui constitue le système Taylor.

4. Détermination du travail. — Les questions les plus élémentaires sont celles relatives aux machines. On commencera donc par étudier celles-ci à fond, déterminer leur production, rechercher tous les facteurs qui interviennent dans leur rendement. Taylor analyse en détail toutes les conditions du travail des machines qu’il a examinées. Nous avons déjà cité les douze facteurs de la taille des métaux ; pour les courroies, Taylor en énumère neuf : la matière première, le mode d’attache, la largeur, la tension, etc.
L’examen minutieux de tous les détails conduira à bien connaître l’outil, les conditions de son rendement et à choisir, sinon même à perfectionner le meilleur de ceux dont on dispose.
La machine rigoureusement déterminée, on passera aux conditions du travail. Pour cela, Taylor préconise les règles suivantes : « 1 ° Trouver 10 à 15 hommes, entraînés spécialement au travail que l’on désire analyser ; 2° étudier la série exacte des opérations et des mouvements élémentaires que fait chacun de ces hommes en exécutant le travail considéré et les outils qu’il emploie ; 3° étudier au compteur à secondes le temps exigé par chacun de ces mouvements élémentaires et choisir le procédé permettant de gagner le plus de temps ; 4° éliminer tous les mouvements lents et inutiles ; 5° cette élimination faite, grouper la série des mouvements les plus rapides et les plus efficaces, et employer les meilleurs outils. »
Taylor a appliqué ces règles à un grand nombre d’opérations : pelletage de la terre, portage des gueuses de fonte, triage des billes de bicyclette, etc.
Dans chaque cas, les ouvriers choisis pour le travail sont accompagnés d’un observateur chronométreur qui suit tous leurs mouvements et les mesure exactement (fig. 2). Par exemple, dans le pelletage de la terre, on note, pour chaque ouvrier muni d’une pelle et d’une brouette données, le temps de remplissage de la brouette avec de la terre, du sable, de l’argile, etc., le temps du roulage de la brouette, le temps de son renversement, celui de son redressement, celui du retour, etc. On obtient ainsi une série de mesures provenant d’ouvriers et d’outils différents et qui montrent bien les diverses influences des outils et des mouvements. On choisit alors ceux du meilleur rendement qu’on enseigne à toute l’entreprise.
Quelquefois les mouvements à étudier sont assez complexes et rapides pour être difficiles à suivre. Certains disciples de Taylor, Gilbreth entre autres, ont appliqué à cette analyse les ressources du cinématographe (fig. 3).
Cette économie de temps, Taylor la cherche partout et elle l’a conduit à une autre application intéressante : l’utilisation par l’ouvrier de la règle à calcul. Dans tous les travaux de mécanique et notamment dans le travail au tour, on a besoin constamment de connaître la profondeur de coupe, l’avance du tour, sa vitesse, etc. : Taylor a remplacé les calculs exigés ou les estimations insuffisantes par des données rapides et précises que peut fournir une règle à calcul appropriée.
On arrive ainsi à une analyse expérimentale complète du travail ; on aboutit à connaitre tous les détails d’une fabrication ou d’une manutention ; on y découvre toujours de nombreux perfectionnements, d’importantes économies à réaliser.
Il reste à transporter ces données dans la pratique des usines.
5. L’organisation des usines. — Taylor a appliqué la même méthode expérimentale à toute l’organisation d’une industrie.
Toutes les conditions d’un travail étant déterminées, on les enseigne par l’exemple à tous les ouvriers chargés de cette besogne ; on leur fournit les outils choisis comme les mieux appropriés. Une fois l’ouvrier entrainé, on lui impose une tâche fixe, qu’il doit exécuter dans un temps donné sous peine de renvoi ou de grosse diminution de salaire ; par contre, on stimule son activité par une prime à la surproduction.
Cela ne suffirait pas, si l’on n’étendait la méthode à tous les rouages de l’usine : direction, bureau d’études, comptabilité, service de ventes, etc.
La méthode Taylor devra donc être appliquée à tous les services d’une affaire industrielle sans. exception. Taylor a exposé sa conception de l’usine moderne dans ses Principles of Scientific Management.
En dehors de la direction, Taylor crée un bureau de préparation et de répartition du travail dans les ateliers, intermédiaire entre la direction et l’ouvrier. Ce bureau comprend quatre services : 1° la direction de route des matériaux (Order of Works Route) ou bureau de manutention et de répartition ; 2° la direction de fabrication ; 3° la direction des temps et salaires ; 4° la direction disciplinaire du personnel.

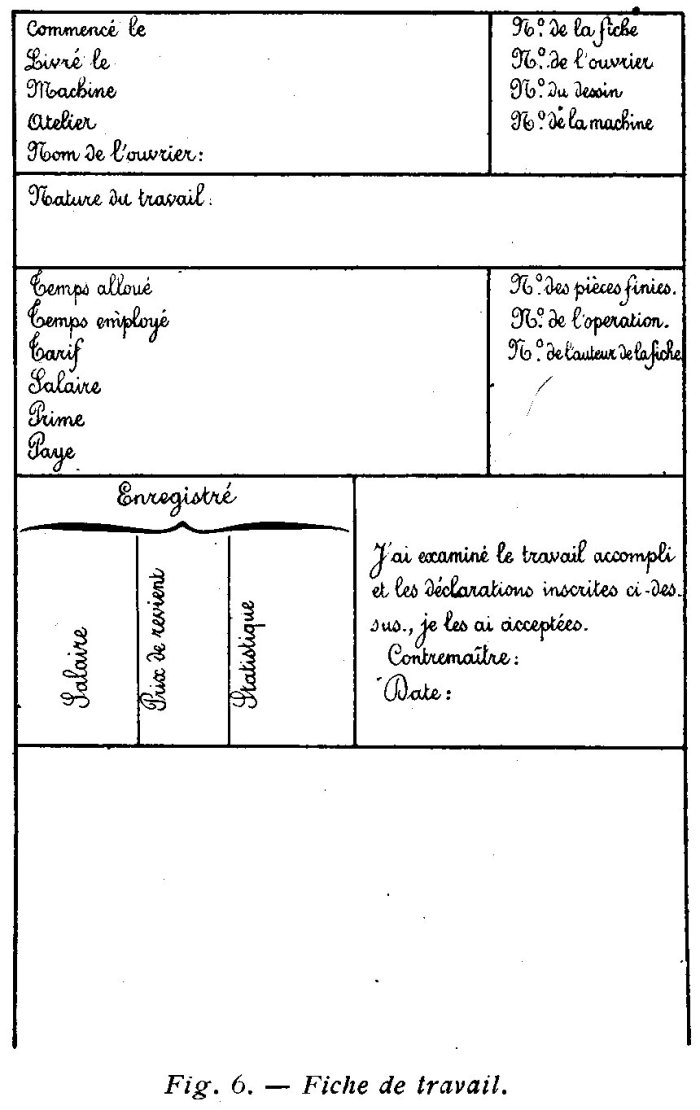
Le bureau de manutention et répartition étudie toutes les manipulations de l’usine ; il dresse les plans de circulation des matières en s’aidant au besoin de vues perspectives ou de schémas en relief (fig. 4) ; il dresse les fiches de travail (fig. 5) indiquant à l’ouvrier la nature de son ouvrage et le temps à y dépenser. Le bureau de fabrication établit les fiches de fabrication (fig. 6) donnant aux ouvriers tous les renseignements nécessaires pour leur travail. Le bureau des salaires inscrit sur chaque fiche de travail le salaire et la prime alloués. Le bureau du personnel s’occupe de l’embauchage, des punitions, des retards, etc. Ce même service de préparation du travail s’occupe des achats, de l’état d’avancement des commandes, de l’établissement des prix de revient, du choix des outils et en général de tous les perfectionnements pouvant être apportés dans l’usine.

Dans l’atelier même, chaque ouvrier a quatre chefs différents : un chef d’exécution ou de manutention, un chef de vitesse ou de fabrication, un inspecteur ou chef contrôleur, un chef d’entretien et de réparation. Le chef de manutention instruit l’ouvrier. Il lui explique sa fiche de travail, il lui fournit les outils et les matériaux nécessaires. Le chef de fabrication contrôle la stricte exécution des travaux indiqués sur la fiche de fabrication, il surveille notamment la vitesse des machines. Le chef contrôleur vérifie la travail et contresigne la fiche de l’ouvrier à la fin de chaque labeur. Le chef d’entretien surveille le graissage des machines, le bon état des outils et fait au besoin les petites réparations d’urgence.
L’ouvrier est ainsi en contact, non plus avec un seul contremaître mais bien avec huit chefs directs qui tous lui donnent des ordres. Gilbreth oppose cette organisation à la hiérarchie traditionnelle ou militaire et la résume dans le schéma représenté figure 7.
La direction, elle aussi, est entourée d’un certain nombre de services : service de laboratoire et de recherches, bureau d’études de projets et de dessins, bureau de comptabilité, magasin, bureau de vente, etc.
Telle est dans ses grandes lignes l’organisation d’une usine suivant le système Taylor. Somme toute elle repose sur une division du travail, une spécialisation et un entraînement de tous les travailleurs, une surveillance constante de ceux-ci. Le système Taylor n’est pas une utopie. Il a été réalisé par Taylor d’abord, puis par de nombreux disciples dans des usines les plus variées : depuis des entreprises aussi importantes que les compagnies de chemins de fer jusqu’à des magasins plus modestes de vente au détail. Il n’est pas jusqu’au gouvernement de la maison et à la cuisine que des disciples enthousiastes out proposé d’améliorer selon les principes de Taylor.
En France, comme nous le disions au début de cet article, les premiers essais d’application de ce système, dans les usines [4] n’ont pas été très heureux, les ouvriers se sont opposés à son application et n’ont pas hésité à recourir à la grève pour faire abandonner le système. Il semble que le point qui les irritait le plus était le chronométrage et la surveillance constante par plusieurs contremaîtres. Était-ce la forme américaine du système qui les choquait ou le changement trop brusque apporté à leurs habitudes ? Eût-on mieux réussi en introduisant peu à peu la réforme et en commençant par exemple par substituer le salaire à prime au salaire à la journée qui eût tout doucement amené la nécessité du chronométrage ?

Quoi qu’il en soit, il est certain qu’on ne peut considérer l’organisation du travail selon la conception qu’en exposaient plusieurs ingénieurs à M. Lahy : « nos ouvriers sont des artistes ». Assurément, certains travaux exigent une habileté, une virtuosité qui font de leurs artisans des exceptions, mais la grande majorité des travaux d’usines nécessitent une discipline, une organisation qu’il faut bien établir.
Taylor a eu le mérite de montrer tout le bénéfice qu’on peut tirer d’une organisation scientifique, expérimentale. Il faut qu’on utilise ces avantages pour la guerre économique de demain.
A. BRETON.